

Роботизированная сварка платиновых заготовок
Каждая третья платиновая заготовка уходила в переработку из‑за нестабильного сварного шва. Собрали роботизированный пост на базе UR10 — брак снижен до нуля, участок окупился за 5,5 месяца.
Убрать платину из переплавки
Предприятие по обработке цветных металлов выпускает изделия на основе платиновых сплавов. Одна из технологически критичных операций — аргонодуговая (TIG) сварка вальцованной платины в обечайку длиной до 300 мм. После сварки заготовка проходит вытяжку на прокатном стане — любая геометрическая неточность шва делает эту операцию невозможной.
До автоматизации шов варили вручную опытные TIG‑сварщики. Требование к геометрии жёсткое: высота усиления шва по всей длине не должна отклоняться больше чем на 1,5 мм — иначе заготовка деформируется при вытяжке и уходит в переплавку. Удержать усиление шва стабильным на 300 мм вручную физически невозможно без погрешности: усталость оператора, смена, чуть другой угол горелки — и заготовка в переплавку.
На практике это означало: свыше 30% заготовок уходило в переработку, участок стал узким местом всей технологической цепочки, а на операции постоянно были заняты три сварщика высокой квалификации.
Задача заказчика: исключить человеческий фактор из операции, снизить брак до нуля, стабилизировать участок.
Связка из трёх систем
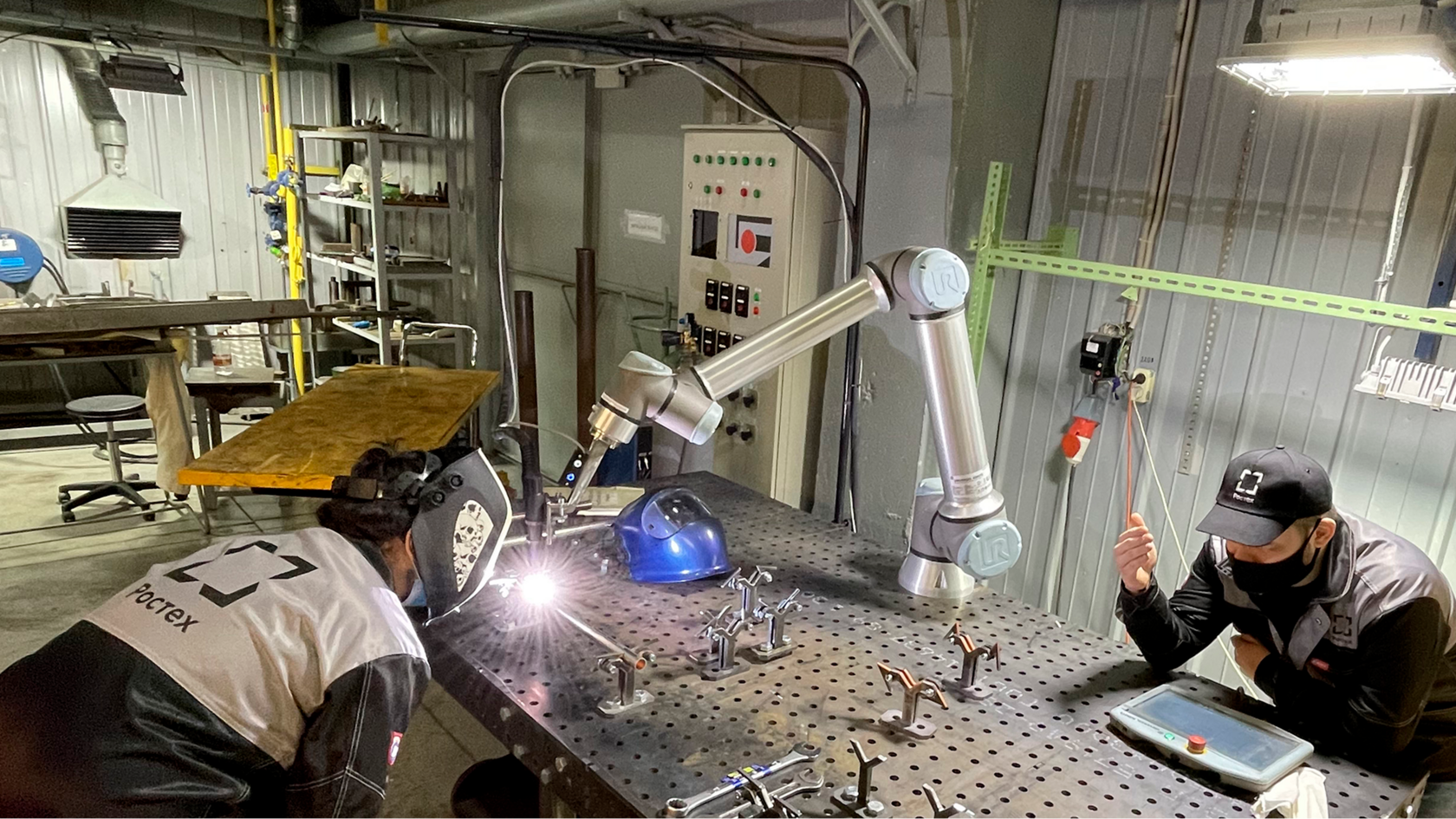
Собран компактный роботизированный сварочный пост. Главное —
не просто робот, а синхронизированная связка: движение горелки, параметры тока и подача присадки работают по единой программе.
ведёт горелку по программной траектории с постоянной скоростью — без отклонений и без усталости
отрабатывает полный цикл TIG: поджиг дуги → прогрев → основной ток → выход из шва; параметры тока меняются по программе в зависимости от участка
собственная разработка — дозирует металл синхронно с движением горелки, высота усиления шва одинакова по всей длине
медь на поверхности оснастки не позволяет её материалу мигрировать в платину при нагреве — защищает структуру соединения
Оператор устанавливает заготовку в оснастку, выбирает программу под типоразмер и запускает цикл. Переналадка на другой размер —
10–15 минут, включая замену и регулировку оснастки.
Платина ведёт себя иначе, чем сталь
Дорогой материал, чувствительный к загрязнению в зоне шва,
с высокой ценой любой ошибки.
Оснастка
Стандартная оснастка при нагреве «отдаёт» собственный материал в зону шва, что для платины недопустимо: меняется состав соединения. Решение — медное напыление как защитный барьер от диффузии.
Настройка режима
Стабильный шов на всей длине требует точной программной связки трёх параметров одновременно: скорости горелки, тока источника и подачи присадки — отдельно под каждый типоразмер.
Цена ошибки
Брак на платине — не рядовые издержки: каждая заготовка — прямая потеря дорогого сырья. Это подняло планку по стабильности процесса с первого прохода, без права на доводку вручную.
До и после
| Показатель | До | После |
|---|---|---|
| Доля брака (переработка из‑за шва) | ~30% | 0% |
| Производительность участка | 1× | ×3,2 |
| Сварщики высокой квалификации на операции | 3 | 0 (переведены на другие участки) |
| Стабильность геометрии шва | Нестабильная | Повторяемая на всей длине |
| Переналадка на другой типоразмер | — | 10–15 минут |
| Окупаемость проекта | — | 5,5 месяца |
По итогам проекта инженеры отмечают: основная сложность была не в самом роботе, а в тонкой настройке сварочного источника под стабильный шов и в защите платины от диффузии при нагреве — при такой стоимости материала цена ошибки была особенно высокой, что и определяло требования к точной синхронизации робота, источника и присадки.
Разберём, подойдёт ли роботизация вашему процессу
Расскажите о задаче — оценим требования к точности, материалу и такту, предложим состав поста и рассчитаем стоимость.
Получить расчёт стоимости
Ответим в течение рабочего дня